Humidification and humidity control for Industry and Manufacturing
We have extensive experience with industrial humidification and understand the effects that low and fluctuating levels of relative humidity can have on both natural and man made materials throughout production processes.
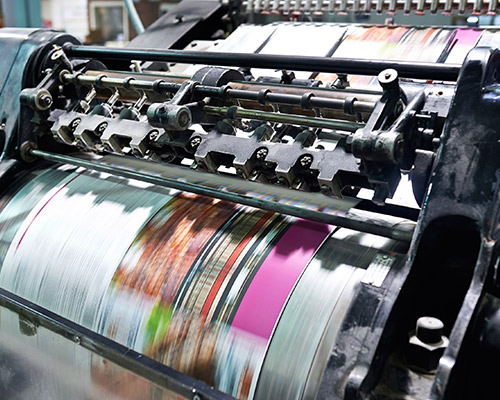
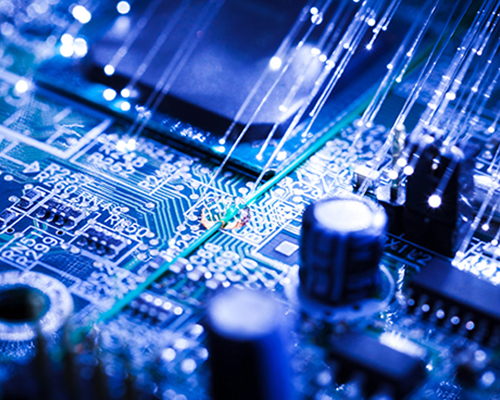
Over the last 20 years, we have worked with a number of industries where the control of relative humidity is important, including converting, printing and paper, timber and furniture production, textiles, pharmaceuticals, investment casting and electronics manufacture.

Humideco can advise on the ideal conditions for these applications and we have the experience and product range to offer you the optimum solution for your particular application.
What are the benefits?
- Prevent dimensional changes
- Eliminate static electricity
- Ensure efficiency and quality, and reduce wastage
- Selection & Design Support
- Nationwide Support & Service
- Design, Installation & Maintenance
Recent Clients
Some of our industrial clients include Avery Dennison, Trucast, Teledyne E2V, Westland Helicopters and Shell